Using MasterSuna RCT 323 recycled aggregate in new concrete
INTRODUCTION
Following the launch of Master Builders Solutions’ revolutionary MasterSuna RCT 323 product in Australia in November 2021, numerous trials have been conducted across Australia to show how the product performs in treating returned concrete. A number of these trials have focused on the reuse of treated concrete back into a concrete mix as a sustainable option for the industry to ‘close the loop’ on returned concrete and prevent waste-to-landfill.
In May 2022, Master Builders Solutions, together with one of its valued customers in Western Australia, decided to conduct a full-scale trial encompassing the entire process from start to finish, including treating the returned concrete and introducing the treated material back into a fresh concrete mix as a partial coarse and fine aggregate replacement at a range of percentages of total aggregate. The trial demonstrated how treated material was reintroduced, as well as the cost savings associated with purchasing aggregates, haulage and dumping.
Importantly, even though it is difficult to accurately calculate and extrapolate reductions in C02(e) emissions in a trial of this size at one location, it is clear from the savings in materials, disposal and transport, that use of MasterSuna RCT 323 recycled aggregate will not only deliver significant cost savings but will also result in a significant reduction in C02(e) emissions for most, if not all, users.
TREATING THE RETURNED CONCRETE
On 3 May 2022 at 2pm, the team treated approximately 2.4m3 of unwanted ready-mixed .material returned from a concrete pour. Three bags of the MasterSuna RCT 323 product were added to the agitator drum of the concrete truck to complete the treatment. The process took approximately 3 minutes of mixing from the addition of MasterSuna RCT 323 product. Once the material had granulised, it was discharged from the agitator onto a suitable hardstand area in order to avoid cross-contamination with other aggregates, while also leaving sufficient space for the materials to be accessed with a front-end loader.
Once the treated loaded had been fully discharged from the agitator, the piles of treated material were back-bladed to a height of approximately 150mm and left to dry out overnight, ready for remix and break up the material the following morning. The Agi bowl was later inspected at the slump stand to see if any material had remained in the bowl. As all material has successfully discharged, it was determined that the agitator would not have to be washed out after the material treatment. This not only leads to quicker turnaround times for reloading agi’s, it also helps to minimise the risk of additional water in the bowl after wash-out. At 7am the following morning, the material was re-mixed with the front loader in order to free up the material and prevent balling. If balling occurs, the loader bucket can be utilised to flatten the balls by back-blading. The operator can also use the wheels of the loader to roll-over and break up the material if required. Once this has been completed, the material can be stockpiled and should remain free from binding together or balling as the hydration process has completed and the material will not re-hydrate.
LAB TRIALS – GATHERING DATA
Prior to any full-scale trials being carried out, initial lab trials should be conducted to provide initial data to create a mix design replicable to the control mix. Always carry out PSD, Particle Density and Water Absorption testing on the treated materials. This will provide data in order to create a suitable mix design to optimize the aggregate replacement and will allow you to calculate the theoretical yield and free water cement ratio.
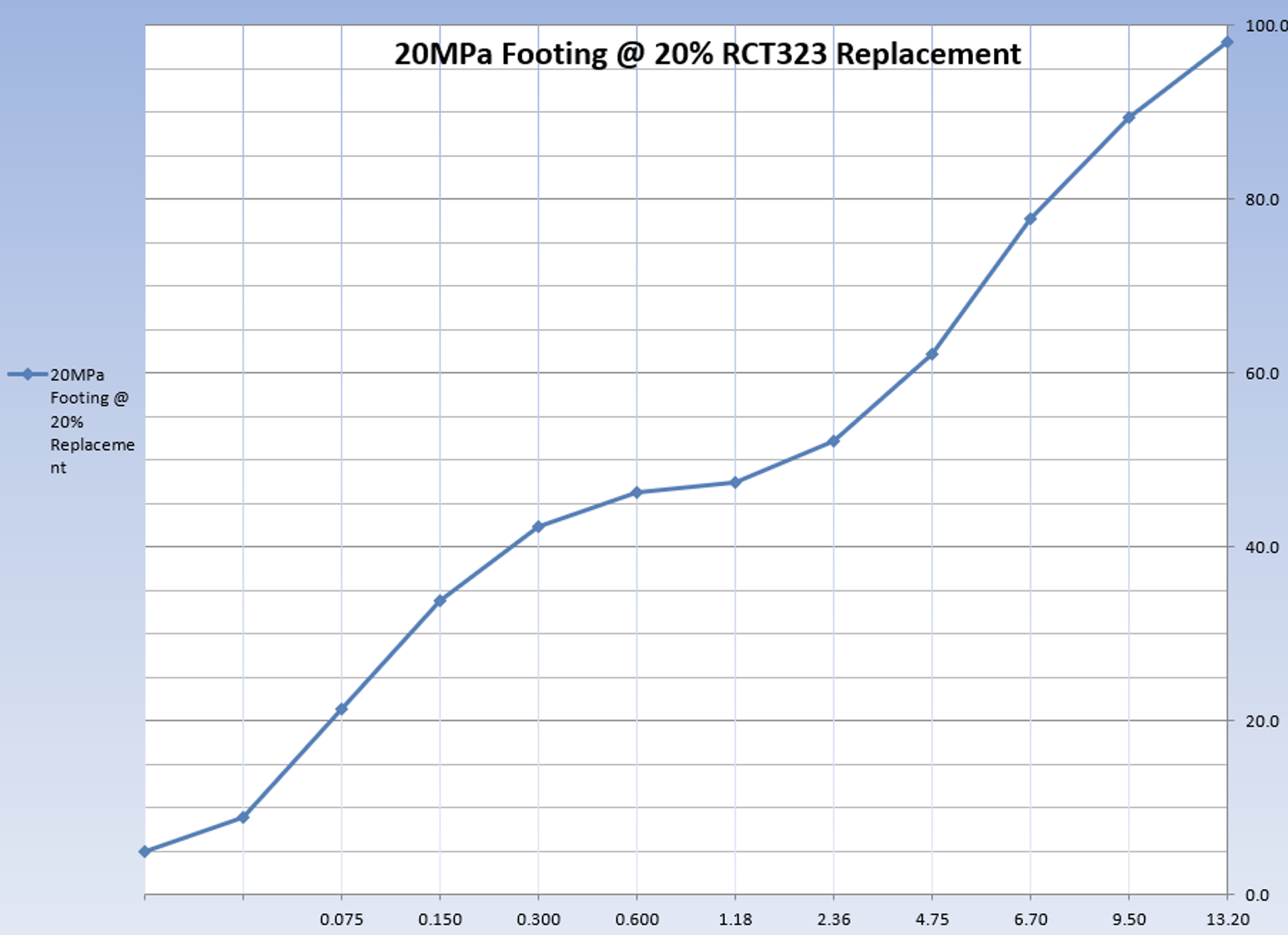
Figure 1 – Strength Development for 20MPa footing using a mix with 20% RCT 323 aggregate replacement

Table 1 – Mix characteristics using 20, 30 and 50 per cent RCT 323 aggregate replacement
FIELD TRIALS
On the 4 May 2022, full-scale plant trials were conducted using a mix incorporating 15% of treated MasterSuna RCT 323 material. Prior to dosing the material, moisture tests were carried out to ensure that any water in the material was captured and taken into consideration prior to batching. The MasterSuna RCT 323 materials was also re-mixed prior to use to ensure that it was free-flowing and completely free of any significant lumps.

Table 2 – Control vs. 15% RCT 323 aggregate replacement mix
A 20MPa footing mix was chosen for the trial. Both fine and coarse aggregate was replaced based on past PSD information gathered. Due to the cementitious material present, there was an increase in fines passing the 75mic sieve which allowed for the reduction of fine aggregate. The pour consisted of 25m3 for a residential footing. This enabled the team to sample an initial 5m3 from the control mix for comparative data. Mid-way through the pour the team batched 5m3 of the MasterSuna RCT 323 mix. A visual inspection of the mix from the slump stand showed there was no noticeable difference in terms of workability between the MasterSuna RCT 323 mix and the control mix. A sample of the MasterSuna RCT 323 mix was taken at the plant in order to carry out initial type testing for slump, air content and compressive strength and subsequent testing at 7 and 28 days. Both mixes left the site at 130mm slump due to the long transit. The Control and RCT mix both looked identical in terms of workability and finishability, while the rheology within the MasterSuna RCT 323 was improved due to the addition of cementitious particles in the matrix. The pour was located 45 minutes away from the plant, which provided a good test for slump retention. No water was added on site and no negative feedback was recorded from contractors. If fact, the contractors did not notice any difference between the two mixes.


Figure 2 - Control Mix Figure 3 - 15% RCT 323 aggregate replacement mix
COMMERCIAL BENEFITS
Using mixes incorporating MasterSuna RCT 323 recycled aggregate delivers a number of significant commercial and environmental benefits, including:
- Reduction in aggregate purchases from external suppliers (treated concrete has been paid for and being re-used)
- Trucks not diverted to landfill or quarries to have returned concrete dumped – saving in fuel and truck turnaround. Treated in the concrete yard and re-used as an aggregate.
- Saving in water usage due to washout not required after treatment. Also contributes to less build-up of waste in washout pits which ends up in landfill.
- Front-end loader is fully utilized for concrete production and not tied up reloading pit waste into tippers.
- Saving on maintenance of machinery
- Tippers carting aggregates and utilised for other sales over carting waste (which usually requires tipper bodies to be washed out resulting in reduced availability).
- Quarries becoming full of concrete waste, resulting in non-productive time for crushers crushing waste over virgin aggregates.
- Reduction in waste-to-landfill.
REDUCTION IN C02(E) EMISSIONS
REDUCTION IN C02(E) EMISSIONS
As noted previously, while it is difficult to accurately calculate and extrapolate reductions in C02(e) emissions in a trial of this size at a specific location, it is clear from the savings in materials and disposal costs, as well as the reduction in material transport (kg/km), that use of RCT 323 MasterSuna RCT 323 recycled aggregate will deliver a significant reduction in C02(e) emissions for most, if not all, users when compared to traditional mixes.
For more information, contact the team on 1300 227 300 or enquire at: https://www.master-builders-solutions.com/en-au/contact