

The wet-mix method
In the early days, wet spraying had a bad reputation: because of poor equipment and little knowledge of the method., concrete of very poor quality was produced. In order to allow the mix to pass through the equipment, very high water contents were used, with w/c ratios of up to 1.0.
Thanks to continuous development in the concrete industry, today it is possible to produce wet-mix sprayed concrete with compressive strengths of more than 60 MPa at 28 days. Wet spraying has also been used for the construction of new buildings (instead of traditional casting) and to repair oil platforms in the North Sea. This is proof of the quality of the method, as it is well known that very stringent demands are made on methods and materials used in off-shore construction.
Description
The wet-mix method is a technique in which cement, aggregate and water are batched and mixed together prior to being fed into a purposemade machine and hydraulically conveyed through a pipeline to a nozzle where the mixture is pneumatically and continuously projected into place (see Figure 4-1). The mixture normally incorporates admixtures, e.g. to adjust the consistency, and may also include additives or fibers or a combination of these.
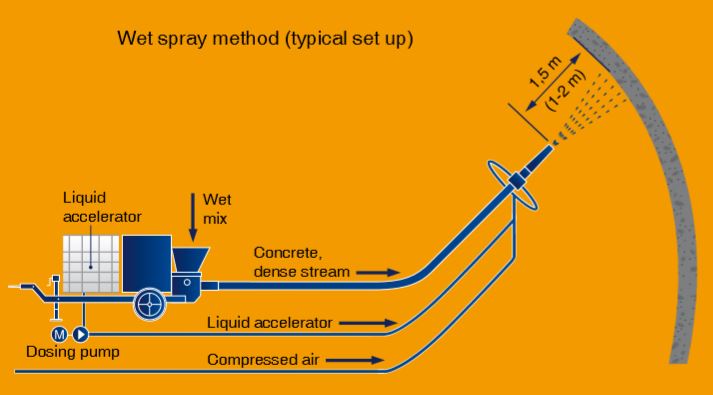
After transportation of the ready mix to the construction site, it is emptied into a pump and forwarded through the hose by pressure (dense stream transport). Early on, mainly mono (worm) pumps were used. Today, piston pumps prevail in the sprayed concrete pump market, and will probably continue to do so in the future.
At the nozzle, located at the end of the hose, air is added to the concrete mix flow at a rate of 7 to 12 m3/minute and at a pressure of 7 bar, depending on whether the spraying is performed manually or by a robotic manipulator. The air is added to increase the speed of the concrete mix flow so that good compaction and adherence to the substrate or surface are achieved. The velocity of a wet-mix concrete stream out of a standard MEYCO nozzle, measured with an output of 12 m3/h, varies from 30 to 50 m/s. In addition to the air, liquid setting accelerators are added at the nozzle to provide fast setting of the sprayed concrete (early strength development) and high-build characteristics.
A mistake often made with the wet spraying method is that not enough air is added to the concrete mix. Air is frequently added at a rate of less than 7 m3/minute, which gives bad results for compressive strength, adherence and rebound. For manipulator spraying, addition of air at rates of up to 12 m3/ minute is necessary.
Economical aspects
Spraying capacity has increased substantially from the early dry-mix machines and spraying manipulators to the latest models of mechanized spraying manipulators. The practical average capacity (long term) per wet spraying machine is normally 4 to 5 times higher than that of the dry-mix method. During an eight-hour shift of mechanized spraying, an average application of 60 to 100 m3 may be achieved.
With an optimal spraying angle, a rebound rate of significantly less than 10 % is achievable. This major reduction in rebound of sprayed concrete using the wet-mix method is also an important economical factor.
Working environment
Spraying under severe rock conditions was one of the aspects that brought about the development of the wet-mix method. The safety risk was often unacceptable without a spraying manipulator and the use of steel-fiber reinforcement. This topic is covered in Chapter 10.3.
Quality
Wet-mix sprayed concrete is usually supplied by site batching facilities or ready mix. Dry, pre-blended material in bags may be used for small works of low volumes, e.g. repairs, where site access may not allow large wet-mix concrete deliveries.
Since the concrete is prepared in the same way as for normal concrete, it is possible to check and control the w/c ratio and thus the quality at any time. Hence, it is easier to produce sprayed concrete of uniform quality throughout the spraying process.
The quality range in wet-mix spraying is fairly stable with a low spread of results. With dry-mix spraying this is more problematic. By using waterreducing admixtures (low w/c ratio) and microsilica, peak compressive strengths of wet sprayed concrete can be as high as 100 MPa.
Advantages and disadvantages
The following advantages and disadvantages can be highlighted by the use of the wet-mix method, compared to the dry-mix method (see also Chapter 1.4, Table 1-1).
Advantages of the wet-mix process are:
- Far less rebound, resulting in less waste. Rebound losses in the range of 5 to 10 % are usual with use of correct equipment and trained personal (also applicable if fibers are added to the sprayed concrete).
- Less dust is created during application, leading to a better working environment.
- It allows the use of steel fibers/structural synthetic fibers and advanced new admixtures.
- Thicker layers because of effective use of the admixing materials.
- Practical average long term capacity per spray machine is normally 4 to 5 times higher than that of the dry-mix method.
- Quality variance is minimized by virtue of the material being premixed, significantly reducing the influence of the nozzleman.
- Better assurance that the mixing water is thoroughly mixed with other ingredients of the mixture.
- The accurate control of water dosage enables control of the w/c ratio (constant, defined w/c ratio) and subsequent durability benefits (permanent sprayed concrete structures).
- Water/cement ratios below 0.45 can be easily achieved by the addition of water-reducing plasticizers.
- Hydration control admixtures can extend the working life of wet mix by up to 12 hours, which gives great flexibility to the system, and prevents need for cleaning out the system after each application.
- Improved bonding and higher compressive strength (with very little variation in results). The final strength requirements for wet-mix sprayed concrete can be specified in the same way as for conventional concrete.
- Much larger production and consequently improved overall economy (decisive factor at most construction sites).
Disadvantages of the wet-mix process are:
- Limited conveying distance. Under optimal conditions, maximum horizontal conveying distance may reach 300 m, according to experience as well as the granulometry, the cement content and the plasticity of the concrete.
- Higher demands on mix design, increased demands on aggregate quality.
- Limited open time/workability (only limited interruption). This can be positively influenced by the use of hydration control admixtures.
- Cleaning costs; these can be reduced by the use of hydration control admixtures.
- If not site batching, dependence on local batching plants to dose specific types and volumes and provide higher level of quality control during batching.
- Higher initial investment for machine.
- Batching plant (or mixer for small volumes) required.